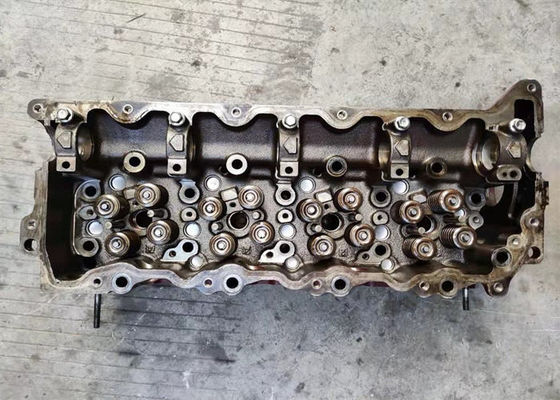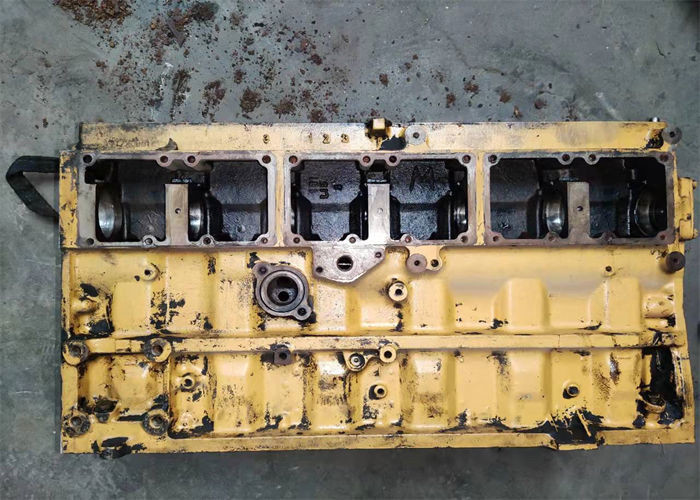
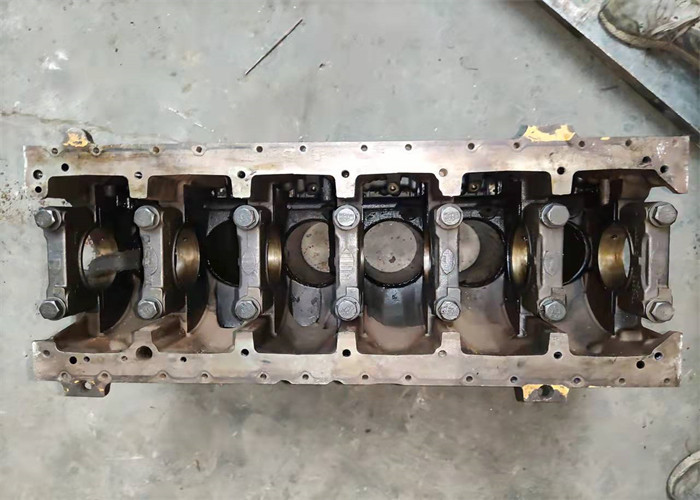
Ekskavatör E329D Su Soğutma için C7 Dizel Kullanılmış Motor Blokları 221 - 4479
Şartname
| Araba adı: Motor silindir bloğu |
| Model Numarası: C7 |
| Silindir stroku: 127 |
| Silindir çapı: 110 |
| Uygulama: Ekskavatör |
| valf: 18 valf |
| Soğutma: Su soğutma |
| Enjeksiyon: Elektrik |
| Çalışma formu: Turbo |
Tanım
çatlak hakkında
Çatlaklar hakkında akılda tutulması gereken başka bir şey de, genellikle çok fazla ısının sonucu olmalarıdır.Sızdıran bir kapak contası, su pompası, radyatör veya soğutma sıvısı hortumu, sonunda motorun ısınmasına ve aşırı ısınmasına neden olan soğutma sıvısı kaybına neden olmuş olabilir.Kısmen tıkanmış bir katalitik konvertörün (veya dizel motordaki partikül filtresinin) neden olduğu egzoz kısıtlaması da motordaki ısıyı yedekleyebilir.Bu nedenle, tekrar hizmete alınmadan önce motorun aşırı ısınmasına neden olabilecek her şeyi tespit etmek ve ortadan kaldırmak önemlidir - aksi takdirde çatlak onarımlarınız kısa ömürlü olabilir.
Sıcak veya Soğuk Onarımlar
Diesel_repair_1Çatlak onarımları soğuk (sabitleme) veya sıcak (kaynak ve lehimleme) yapılabilir.Kullanılan yöntem, çatlağın boyutuna ve döküm tipine (dökme demir veya alüminyum) bağlı olacaktır.Soğuk çatlak onarımları yapmanın ana avantajı, ısı gerektirmemesidir.Isı olmaması, dökümü önceden ısıtmak ve sonradan soğutmak için fazladan zamana gerek olmadığı anlamına gelir ve dökümün bükülmesi veya bozulması tehlikesi yoktur.Bir silindir kafasının veya bloğunun ısıtılması genleşmesine neden olur ve bu da metalde termal stres oluşturur ve bu da metal soğuduğunda - özellikle çok hızlı soğursa - çatlamaya neden olabilir.
Sabitleme ile, çatlağın etrafındaki metalin tamamen temiz olduğundan emin olma konusunda daha az endişe vardır.Herhangi bir kaynak türü, gres, yağ veya kir gibi kirleticilerden arındırılmış mükemmel temiz bir yüzey gerektirir.Bu, kaynak yapılmadan önce dökümün önceden temizlenmesi gerektiği anlamına gelir.Ayrıca kaynak, yeni metalin boşluğu doldurabilmesi ve çatlağın her iki tarafındaki metalle kaynaşabilmesi için çatlağın bir kalıp taşlayıcı ile taşlanmasını gerektirir.
Dökme demir başlıklar ve bloklar ile, çatlakların yüzde 80'i genellikle demir veya çelik pimler veya konik tapalarla tamir edilebilirken, çatlakların yüzde 20'si fırın kaynağı, alev püskürtme kaynağı veya lehimleme gerektirecektir.Alüminyum kafalar ve bloklarda ise tam tersi.Çatlakların yaklaşık yüzde 80'i tungsten soy gaz (TIG) kaynağı ile onarılırken, çatlakların yüzde 20'si alüminyum pimler veya tapalarla onarılır.
![]()
![]()
![]()